Auger For Making Square Holes
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Auger For Making Square Holes
It appears that endeavours to supersede the tedious and somewhat difficult process of truly forming square and other shaped boles, varying from the circular, by means of mortice-chisels, were made both in this country, and in America, at about the same period of time. A machine for this purpose, invented by Mr. A. Branch, of New York, was described in the Franklin Journal of Philadelphia, in the year 1826. It was stated to consist of an auger, formed like the American screw auger, with the twisted part inclosed in a case or socket, extending from the upper part of the twist to the cutting edge, allowing the small entering screw to project beyond it. The external form of the socket is either square, or otherwise, according to the intended shape of the hole to be bored, a large portion of its sides being cut away to allow the chips to escape. The lower end of the socket is of steel, with a sharp cutting edge, bevelled towards the inside. The cutting-edges are not allowed to terminate in right lines, but are made concave, so as to admit the angular points to enter the wood first, this causing it to cut with greater ease, and more smoothly than it otherwise would.
The upper part of the socket forms a collar, which works freely on the shank of the auger, just above the twisted part, and is retained in its place by a pin and other appendages. When a longitudinal hole, or mortice, is wanted, two or more augers are placed side by side, furnished with their appropriate sockets, and retained in their places by obvious contrivances." The same journal stated that it was very efficient in its operation, boring a square hole with well defined angles, with nearly the same rapidity as a round one of the same diameter, and forming it with a degree of truth unattainable by the ordinary methods. Upon the publication of Mr. Branch's invention in this country, the editor was invited by Mr. Thomas Hancock, of Goswell-Street Road, to see, in his manufactory, a similar machine, constructed by him several years previous; and having proved its efficacy by boring a considerable number of square holes with great facility, and finding that the angles were perfect, and the holes clean, and exactly uniform throughout, we were induced to make a precise drawing of it, a representation of which, on a scale of one-third (lineal measure) of the original, is given in the subjoined engraving.
At a a, Fig. 1, is a strong iron frame or support, fixed by screw-bits b b to the work-bench c; d is an octagonal iron socket, containing a brass bush, tapped to receive the vertical screw e e; to this screw is affixed, by a circular tenon and mortice, the square perforating instrument f, which accurately fits and slides up and down through a rectangular hole, in a guide of brass g, when the screw e is turned by the cross handle at top; so that the square incision is made by direct pressure downwards, at the same time that the revolving centre-bit m cuts out a completely round hole, the chips rising up and passing out at the two open sides of the square cutter; h represents a piece of wood in the act of being bored, the dotted lines showing the depth to which the perforation has reached; a small piece of wood i is placed underneath, to prevent injury to the cutting-tool, by coming in contact with the cross iron plate k; the bolts b b passing through i as well as k, secure both firmly to the bench c.
Fig. 2 exhibits the cutting part of the instrument, separately, on an enlarged scale, with the lowermost portion in section; the tenon i is inserted into a cavity in the screw e, Fig. 1, and made fast by a cross pin, which goes through both; by this arrangement the instruments can be readily exchanged for others of different dimensions; the lower extremity of this revolving piece is formed into a centre-bit m, which, owing to the collars n n, cannot ascend or descend without the square instrument, which accurately cuts out the angles beyond the range of the circular incision made by the former. The square cutting-tool is made of a bar of steel, with a hole drilled out of the solid, in the manner shown by the end view, Fig 3, and the edges are then formed by filing and grinding them to the bevels, or angles, shown in section by Fig. 2. Fig. 4 represents a similar view of the end of the instrument, but with the centre-bit in its place. It will be readily perceived that a square tool, by repeating the incisions side by side, close together, may be made to produce a cavity of the figure of any rectangular parallelogram of any length or breadth, larger than the instrument employed.
The same effect may likewise be produced by a single operation, by arranging a series of centre bits or circular cutters, side by side, with toothed wheels at their upper extremities or axes, giving into each other, which will cause them all to bore simultaneously; a single external rectilineal cutter, embracing all the centre bits, would then suffice for the purpose. In like manner, any acute or obtuse-angled figure, any polygon, or any figure with curved sides, might be made of any size whatever. By the construction of the machine described, it will be perceived that it is necessary, in changing the tool, to change also the guide-piece through which it slides. The screwing and unscrewing of the guides may, however, be avoided, by having tenons in the latter of an uniform size, to fit in a mortice in the upright iron frame; and in manufactories where a great variety of mortices have to be made, we would suggest another mode, in which the trouble of changing the guides would be still less: it is to have a guide wheel turning horizontally upon the upright bar a as its axis; on the circumference of the wheel should be made a series of apertures, corresponding with the form of the tools and of the mortices required.
By this arrangement, indeed, most of the tools might be left in the giude-wheel, ready to bring any one of them into action under the screw, by just turning the wheel round. In those branches of business wherein a great number of mortices are required of one size, a machine of the kind described will be most valuable; and as it requires no skill in the operator, a boy, or a mere labourer, will perform the operation as well as the most experienced workman. Chair makers might adapt a machine on this principle to their work with important advantages; wheelwrights, also, for morticing out their naves. In the large workshops of carpenters, an instrument of the kind described would forward a great deal of work in framing, as it might easily be so modified as to perform the office also of a cramp to draw the jointed parts of the work into close contact. It is to be observed, that Mr. Branch's instrument is the same in principle as Mr. Hancock's, but that it will require some modifications to render it as efficient an instrument.
Fig.1.
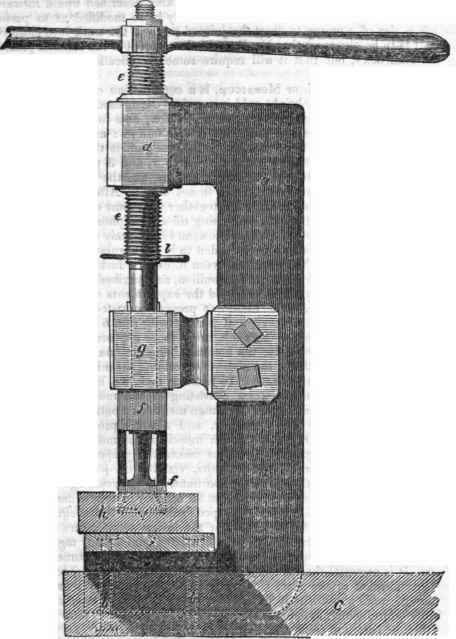
Fig. 2.

Fig. 3.

Fig. 4.

Continue to:
My Books

