Soldering Apparatus
Description
This section is from the book "Handy Man's Workshop And Laboratory", by A. Russell Bond. Also available from Amazon: Handy Man's Workshop And Laboratory.
Soldering Apparatus
The chloride of zinc solution used in soldering is prepared by cutting zinc in muriatic acid to repletion and diluting it with an equal quantity of water. For iron, a small quantity of sal-am-moniac may be added. For large work, where spelter is used, it is powdered and mixed with pulverized borax. The mixture is made into a thick paste with water and applied with a brush.
Soft solders are fused with a copper or blow-pipe after the application of the appropriate flux.
While the work and the solder fluid are still hot, any surplus fluid may be nicely removed with a moist brush. A mat-joint may be made between closely-fitting surfaces by placing a piece of tinfoil between the parts, and fusing in a plain or blow-pipe flame.
For small work spelter and silver solders are fused by means of the blow-pipe; the work being laid upon a charcoal or piece of pumice-stone. It is often desirable to flank the work with an additional piece of charcoal, to economize all the heat of the flame, as well as that resulting from the combustion of the coal.

Fig. 129 - Anchoring work to be soldered.

Fig. 130 - Incasing the work.
If the work is of such a character that it is inconvenient to clasp or rivet it together, or even to wire it, it may be kept in place upon the coal or pumice-stone by means of tacks forced in at points where they will be effectual in holding the work. When tacks are unavailable, parts may be held by wire loops and stays. (See Fig. 129.)
If part of the work has been already done, and it is desired to unite several pieces, having parts which have been previously soldered, in close proximity, these parts may be held in any position, and at the same time the joints already soldered may be prevented from melting by incasing the work in the following manner. (See Fig. 130.)
Take equal parts of plaster-of-Paris and fine, sharp sand; add a sufficient quantity of water to make a thick batter, and imbed the work in it, leaving the entire joint to be soldered and the adjacent parts exposed. Care must be taken to not get the plaster in the joint, as that would prevent the solder flowing.
It is difficult to hold all the various parts which are to be united so as to apply the plaster. The parts may be put into position one by one, and fastened temporarily by means of a drop of wax, which, when the work is incased and the plaster sets, may be readily melted out and the flux and solder applied. In every case where it is possible, the flux should be well brushed into the joints before placing the work on its support. A convenient way of preparing flux for small work is to rub a piece of borax about, with a few drops of water, on a porcelain slab or common slate until it appears like paste; this should be applied to the work with a camel's hair pencil. Small pieces of solder are dipped into the borax paste and put on the joints of the work. A pair of tweezers will be found convenient for this.

Fig. 131 - Soldering flame.
When the job is incased as in Fig. 130 it may be placed in a common fire until it has nearly attained a red heat, when it will be found that on applying the blow-pipe the solder will readily flow with little expenditure of time and breath.
Just here, perhaps, it is well to notice the action and use of the blow-pipe and the structure of the blow-pipe flame.
When a jet of air from a blow-pipe is directed into a gas or alcohol flame the form of the flame is changed to a slender cone, having at two points characteristics which differ widely. There is a slender internal pencil, having a fine blue color, which is known as the reducing flame, shown in Fig. 131, and an external flame enveloping the blue pencil, having a more indefinite form and a brownish color. This is the oxidizing flame. A piece of metal - tin. for example - placed at the apex of the outer or oxidizing flame is rapidly oxidized, while the same piece placed at the point of the internal or reducing flame immediately assumes a globular form and has the brilliant surface of clean melted metal.
The rationale of this is that at the extremity of the oxidizing flame there is intensely heated oxygen in condition to unite with anything oxidizable; while at or just beyond the inner or reducing cone are unburnt gases having a high temperature and a strong affinity for oxygen, and consequently any oxide placed at this point will be deprived of its oxygen and reduced to a metallic state.
From this the conclusion will be readily arrived at that the proper point in the blow-pipe flame to effect the fusion of solder is just beyond the apex of the reducing flame.
To produce a uniform continuous jet with the ordinary blowpipe is an attainment which, to some, is most difficult. It is very easy to state that it is only necessary to cause the mouth to maintain the jet at the instant of inspiration, but it is quite another thing to do it. The blowing, in light work, should, for the most part, be done with the mouth alone. It must be made to act the part of a pump or bellows, receiving its air supply from the lungs, but forcing its contents through the blow-pipe, principally by the action of the tongue. Let the tyro close his lips tightly, and with his tongue alone, independently of his lungs, force air into his mouth until his cheeks are distended to their fullest extent.
This done, and all is learned; for it is now only necessary to place the blow-pipe in the mouth and continue the action of the tongue, when it will be found that a continuous blast may be maintained without difficulty, and the lungs may be used or not at pleasure. Let it not be understood from the foregoing that the cheeks are to be puffed out while blowing. This is not advisable.
Often, even to those who are accustomed to the use of the blow-pipe, protracted operations are tiresome. In view of this, although a number of devices have been brought out for producing a continuous blast, the one shown in Fig. 132 is suggested. It consists essentially in a gasometer of small dimensions, having a small pipe which reaches above the water inside and terminates in a nipple. There is a valve in the top, shown in Fig. 132. which consists in a flap of leather, very thin rubber, or oiled silk, placed under holes in the top and retained by springs. A weight is placed upon the top to give the requisite pressure. A rope attached to an eye in the top passes over a pulley in the ceiling - or, if the apparatus is put in the cellar, sim- ply passes up through the floor. The operation is obvious The upper portion of the gasometer is raised by means of the rope: air passes into the valve in the top and is retained; it passes out through a nipple and thence through the rubber tube attached to a blow-pipe of any construction.
A gasometer of this sort, the upper portion of which is 12 5/8 inches in diameter and 18 inches high - fitting into a lower vessel having a diameter 1/2 inch greater, and the same height - with a valve in the top covering thirty or forty 1/4-inch holes, and weighted with 25 or 30 pounds, will give a strong blast for twenty or thirty minutes. It is readily recharged with air. The supply to the blow-pipe is regulated by means of a cock.

Fig. 132 - Continuous blast apparatus.
A blow-pipe of peculiar construction shown in Fig; 133, has some qualities which recommend it for soldering, and also for other blow-pipe operations.
This blow-pipe is in fact a modification of the annular compound blow-pipe. A pipe which is attached by means of a pivoted connection to a standard is turned in a right-angled elbow at its outer extremity, and is fixed to a short sleeve, which is somewhat contracted at its outer end. The slide is provided with a spring-gib, to insure a certain amount of friction on the pipe, and a set-screw to fix it at any point. This slide supports the air-tube and the ball. The sleeve and air-pipe are axially in line, so that when the nozzle is moved into the sleeve their apertures are truly concentric, and when in the position shown the larger part of the nozzle should fit the sleeve tightly.
The ball collects the moisture, the air passing down the tube and upward through the passage.
The best size for the air-pit for all purposes is 1/48 inch. The annular space for the exit of gas around the air-nozzle should not be more than 1/100 inch in breadth. Gas is supplied through the tube and air through the tube.
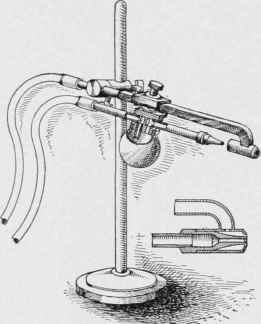
Fig. 133 - Blow-pipe.
When the parts are in the position shown, with the air and gas supply in proper proportion, a fine blue pencil from 1/2 to 3 inches or more in length is produced, By sliding the air nozzle, back and using a strong blast, an intense solid flame is produced capable of doing all that can be reasonably required.
This blow-pipe when connected with the apparatus shown in Fig. 132 seems to answer all the requirements for any purpose whatever. The weight on the gasometer may be reduced, when the gasometer may be filled with oxygen, and the operator will enjoy all the benefits of an oxyhydrogen jet, producing the limelight, fusing refractory substances, and performing any of the brilliant experiments consequent to the use of a compound blowpipe.
An instrument of this kind, when used for soldering, permits the use of both hands, which is a matter of no small moment.
Work that is too large to be readily soldered by the means already noticed may be done in a charcoal or coke fire with a blast. Even a common fire of coal or wood may often be made to answer the purpose.
Brazing or hard-soldering of any kind must not be tried in a fire, or with coals, or tools which have the least trace of soft solder or lead about them. Neither must the brazing of work which has been previously soft-soldered be attempted. A neglect of these cautions insures failure.
A wash of clay applied to surfaces which are not to be jointed prevents the flow of solder.
The vitrified flux may be readily removed by boiling the articles for a few moments in dilute sulphuric acid. This is best done in a copper vessel.
Continue to:
My Books

