Instructions For Filing Curvilinear Works According To The Three Ordinary Modes. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Instructions For Filing Curvilinear Works According To The Three Ordinary Modes. Part 2
In respect to filing up metal works that have been accurately shaped by founding or forging, little or nothing remains to be added to the remarks on the last page, as the only object is to act on every part of curvilinear surfaces in the most expeditious and commodious manner, with the general aim of reducing any trifling errors of form that may already exist in them, and living the introduction of new ones; which circumstances call for the frequent scrutiny of the eye, and an incessant yet judicious variation in the position of the hands.
Secondly, curved works that are moulded or formed almost entirely with the file. - These are blocked out square, and the outlines of the curves are drawn on the ends and sides of the pieces, to guide the file in a manner analogous to the rout pursued by carpenters, masons, and other artizans. For instance, to form a bead, as in fig. 891, the work is prepared of a nearly rectangular form, and the half-circle having been drawn at each end, the angles of the works are coarsely removed at about 45
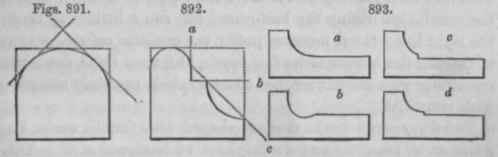
degrees, making the end a semi-octagon; sometimes the four angles are farther reduced, giving to the work eight facets, prior to their being thrown together in making the general curve. If these sides are made with only a very moderate degree of exactness, they will greatly tend to preserve the uniformity of section throughout.
Many workmen when they have removed the two principal angles at 45 degrees, will make a chamfer entirely around the semicircle at each end, to guide the file in hastily reducing the principal bulk of the material, until the chamfers are nearly obliterated, after which the curve is finished, in exact agreement with the lines, with a smooth file. It is also desirable that the straight-edge should be frequently applied along the axis of the curve, at various parts, during the progress of the work.
Should the entire piece, fig. 892, have to be made from a solid block, two cuts a and b, made with the saw, would remove the corner, and a little filing would then suffice to complete the internal angle. The round part of the bead would be made as before, and previous to filing the hollow, it would be chamfered on the line c; a half round file, of less curvature than the hollow itself, would be first sunk in the middle of the chamfer, and the hollow would be deepened and extended sideways, always maintaining an easy curve, until it reached the marginal lines where the hollow meets the plane surfaces. This mode is better calculated to avoid the accidental obliteration of the angles of the work, than if the file were sunk at each margin.
Where hollows run on to right lines as at a, fig. 893, there is some risk of making a break in the junction, either from the curve sinking below the right line, as at b, or from the straight line, as at c, advancing too far and breaking in upon the curve. On this account a break or fillet is usually made at the part as at d, or else it is usual primarily to give that form, by filing the flat first, and then sinking down the hollow just to meet it, and at the conclusion letting the half-round file run a little way on to the right line. Some however prefer the opposite course, or that of sinking the hollow to its full depth, and then filing down the remainder with the flat file, but which mode is certainly attended with more risk.
Thirdly, curved works that are shaped with the file under the guidance of templets or pattern-plates of hardened steel. - This mode is much followed in works of two principal kinds, namely, thin works required in great numbers and precisely of one form, and in a variety of works that require to be exactly circular, although they may not admit of being so fashioned in the lathe.
Many thin works of the first kind are stamped or punched out of the sheet-metals, as for instance the washers for machinery, the links of jointed chains, steel pens, parts of locks for joinery, and numerous other thin works; but many objects of Larger kinds, and that are not wanted in such large numbers, are not stamped, but are either cast, or cut out with the shears, and afterwards filed between templets. Instances of such works are occasionally met with in the numerous class of machines for spinning and weaving, cotton, silk and wool, and also in lace and stocking machinery. The mathematical instrument makers likewise employ the mode to a considerable extent in works that require much repetition.
The snail-wheel of a striking clock, fig. 894, is frequently thus formed, by means of a templet: it has an edge formed in twelve steps, arranged spirally, the positions of which determine the number of strokes of the hammer on the hell. In this case, which will serve as a general example, a piece of sheet-steel cutout, flattened, and smoothed on one side, to receive the drawing of the snail-wheel, and a second piece is also prepared. The two are first drilled together with a central hole, and another hole as distant from the center as admissible. The two plates are then united by two pins, and the outline of the work having been drawn on one of them, they are next filed in steps carefully the lines, and square across the edges, and they are afterwards hardened and slightly tempered to lessen their liability to fracture on being pinched in the vice. The dozen or more snail-wheels having been cast, or cut out of sheet-brass, and flattened with the hammer, two or three at a time are pinched alongside one of the templets, whilst the two pin-holes are made with the breast-drill or in the lathe, with a drill that exactly fits the holes in the templets. It only remains to place the dozen plates between the templets, keeping them in position by two pins extending through the whole number, and then all the notches are filed in the brass plates, until the file very nearly touches the steel patterns, as abolute abrasion on the steel itself would greatly injure the files. In this mode the several brass plates become very exact copies of the pattern.*
Continue to:
My Books

