Paper
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Paper
Paper (Gr. ![]() , papyrus), a material made in thin sheets from a pulp prepared from vegetable fibre and cellular tissue. - Materials. The first paper was probably made in Egypt from papyrus, a species of reed. The stem of the plant in growing is covered at its lower portion by mud, and the layers of the outer skin at this point are whiter and more compact. Under these layers are thin pellicles, which being removed and laid side by side, their overlapping edges may be cemented together by pressure, the thickness of the sheet depending upon the number of layers placed one upon another. (See Papyktts.) The ancient Mexicans used a kind of paper prepared from the agave Americana, or maguey plant, which grows upon the table lands. It resembled the Egyptian papyrus, and took ink and color well, as preserved specimens attest. The Chinese rice paper is prepared from the pith of the aschynomene paludosa, cut spirally into a thin slice, which spread out and compressed forms a sheet of paper, sometimes a foot in length and five or six inches in breadth. The Chinese were the first to form from vegetable fibre the web which constitutes modern paper.
, papyrus), a material made in thin sheets from a pulp prepared from vegetable fibre and cellular tissue. - Materials. The first paper was probably made in Egypt from papyrus, a species of reed. The stem of the plant in growing is covered at its lower portion by mud, and the layers of the outer skin at this point are whiter and more compact. Under these layers are thin pellicles, which being removed and laid side by side, their overlapping edges may be cemented together by pressure, the thickness of the sheet depending upon the number of layers placed one upon another. (See Papyktts.) The ancient Mexicans used a kind of paper prepared from the agave Americana, or maguey plant, which grows upon the table lands. It resembled the Egyptian papyrus, and took ink and color well, as preserved specimens attest. The Chinese rice paper is prepared from the pith of the aschynomene paludosa, cut spirally into a thin slice, which spread out and compressed forms a sheet of paper, sometimes a foot in length and five or six inches in breadth. The Chinese were the first to form from vegetable fibre the web which constitutes modern paper.
They used the inner bark of several trees, especially the mulberry, the bamboo reduced to pulp by beating, rice and other straws, silk, cotton, and rags. The Japanese exhibited in the Paris universal exposition of 1867 beautiful specimens of paper made from the bark of the paper mulberry tree (Broussonnetia papyrifera). Among the numerous materials of which paper has been made are acacia, althsoa, American aloe or maguey, artichoke, asparagus, aspen, bamboo, banana, basswood, bean vines, blue grass, broom, buckwheat straw, bulrushes, cane, cattail, cedar, China grass, clematis, clover, cork, corn husks and stalks, cotton, couch grass, elder, elm, esparto grass, ferns, fir, flags, flax, grape vine, many grasses, hemp, hop vines, horse chestnut, indigo, jute, mulberry bark and wood, mummy cloth, oak, oakum, oat straw, osier, palm, palmetto, pampas grass, papyrus, pea vines, pine, plantain, poplar, potato vines, rags of all kinds, reeds, rice straw, rope, rye straw, sedge grass, silk, silk cotton (bomba'x), sorghum, spruce, thistles, tobacco, wheat straw, waste paper, willow, and wool.
The principal materials are: 1, cotton and linen rags; 2, waste paper; 3, straw; 4, esparto grass; 5, wood: 6, cane; 7, jute and ma-nila. - Preparation of Paper Pulp. In the manufacture of paper, the first object is to prepare the raw materials for the processes by which they are brought into a pulpy condition.
1. Cotton And Linen Rags
These are placed in cylindrical machines and tossed about by long teeth fixed on revolving cylinders, an operation called thrashing. They are then sorted according to texture, fibre, and color; next they are passed through the rag cutter, a machine which somewhat resembles a straw cutter, and are then placed in the duster, an octagonal drum covered with wire netting and revolving in a box, one end being a little elevated. After this they are usually washed preparatory to boiling. In boiling, an alkaline solution is used of variable composition, according to the nature of the rags, those more highly colored, or contaminated with grease, resin, or pitch, requiring a strong lye. Ordinarily, for 100 lbs. of rags from 6 to 10 lbs. of carbonate of soda is used, with half as much quicklime. The lye reduces the fine hard particles of the vegetable fibre, which if allowed to remain would cause knotty places in the paper, removes much of the dust which still adheres to the rags, and partially whitens them. The solution is best heated by steam pipes.
Large cylindrical iron boilers are in use in the best mills in Europe and the United States. These are provided with compartments perforated with holes for draining off the water, and they are charged at the ends with several hundred weight of rags at a time, and then the steam is admitted under a pressure usually of about 50 lbs. to the square inch. The operation for the full charge requires from eight to ten hours, when the rags are ready for the process by which they are to be converted into pulp. This is done in what is called the engine or hollander, a Dutch invention substituted for what was previously known as the beating machine. An oblong vat of the shape represented in figs. 1 and 2, in both horizonatal and vertical section, is divided longitudinally in the middle by a partition so that a continuous channel is formed, as shown by the arrows. In one side is placed a solid wooden cylinder, a, fig. 2, armed with blunt-edged knives placed longitudinally upon the periphery. This cylinder is turned by a shaft resting in journals, fg. Beneath the cylinder is a block, also armed with knives similar to those in the cylinder, and having very nearly the same direction, the action of the two sets being such as to tear and separate the fibres.
On the other side of the vat, opposite the beating cylinder, there is a hollow drum or prism of eight sides, covered at the ends with wire gauze for the purpose of discharging the water from the machine, so constructed that a slow revolution raises the water into the hollow shaft from which it is discharged. This is the general construction of the engine or hollander, and in nearly the same form it is used for three distinct purposes, washing, bleaching, and beating or reducing to pulp; and in these three uses it is respectively called the washing engine, the bleaching engine, and the beating engine. The rags are first placed in the washing engine, the knives in the cylinder of which are not brought down so closely upon the block as in the beater, but still close enough to tear the rags and separate the fibres to a considerable extent. "Water is turned in at the cock W, and the engine set in motion, the cylinder a making about 150 revolutions a minute. The rags are carried around the circuit of the vat, passing beneath both cylinder and drum, the latter of which discharges the water as fast as it is received at the cock. A pipe covered with gauze in the bottom of the vat is also often used to convey away water, either during the process of washing or at its close.
The washing usually takes three or four hours, when the rags are drained and placed in the bleaching-engine, which differs from the other two in not having a drum for discharging water, because the bleaching solution is retained in the vat till the operation is completed. The bleaching, which is performed with a solution of chloride of lime, usually occupies about three hours. The material is at the same time made finer, and the fibres further separated, so that they will be fitted for the action of the beating engine. The half stuff, as it is called while on its way from the washer to the beater, is then let down into cisterns to drain, after which it is carried to the beating engine, and subjected to its action after the chlorine and chloride of lime and salts associated with it have been neutralized with a solution of soda or of " antichlore," a compound of sulphite of soda, chloride of tin, and hyposulphite of soda; sulphite of calcium is also used. The engine being put in motion, the cylinder is brought down upon the block by degrees, so that in the course of three or four hours the rags are beaten into a fine pulp.
When the operation is nearly completed, the paper may be colored or given a bluish tint, by the use of ultramarine, Prussian blue, indigo, aniline blue, or oxide of cobalt. Paper may be sized in the engine or in the paper-making machine; the materials used are different in the two cases. There are various prescriptions for engine size; the most common is called resin size, made by adding a solution of alum to a resin soap dissolved in soda. It is beaten up and mixed with the pulp in the beating engine before being delivered to the vat from whence it is distributed to the paper-making machine. Sizing for the machine, where the size is applied to the paper, is made of gelatine; and manufacturers generally make their own size, in a room adjoining that which contains the machine, so that it may be used while in solution, by which time in dissolving and preparing and other expense is saved. It is made of the best hide clippings, which, being softened and soaked several days in large wooden tubs of water, are then put into wooden cylinders from 4 to 6 ft. in diameter and about 10 ft. long, revolving on a horizontal shaft, by which means they are washed and cleansed of dirt.
They are then put into a tub 6 or 8 ft. in diameter, made of wood or galvanized iron, and having a perforated false bottom, beneath which steam is introduced through a coil of pipe perforated with many holes. The water is not boiled, but raised to about 185° F. and kept at that point for 12 or 18 hours, dissolving the gelatine. The latter being strained, enough alum is added to it to give a slight astringent taste, which prevents fermentation and also stickiness, and adds body to the paper. Within a few years clay, china clay, and kaolin have been added to the pulp, mainly to increase the weight of the paper. The alumina of these substances has a strong affinity for vegetable matter and adheres closely to the fibres. The clay must be put into the engine before the size, as it will then reach the' fibres, and the size surrounding both will better fasten the clay. All kinds of paper will carry from 5 to 15 per cent, of clay without size, and it is asserted that a small addition of it to the pulp improves some kinds of paper, making them smoother and more opaque; but too great a quantity weakens the paper and makes it brittle. 2. Waste paper is dusted and sorted in the same way as rags.
It is then boiled and printers' ink'stains removed by soda, which unites with the oil, leaving the color to subside. The boilers are stationary, so that the paper shall not be reduced to pulp too soon, and thus incorporate the coloring matter of the ink. The water is continually changed, producing a current which after a while removes the dirt. The material is put through the washing, bleach-VOL. xiii. - 4 ing, and beating engines as in the reduction of rags, although the bleaching and beating processes occupy much less time. 3. Straw is cut into short lengths with cylindrical cutters and then boiled with caustic soda. (See Soda.) It may here be stated that straw, wood,, and other coarse vegetable fibre is generally boiled with caustic soda under high pressure to dissolve the resinous and gummy matters which hold the fibres together. The caustic soda, or soda ash of commerce, contains too much carbonic acid to answer the purpose of the paper maker. It must be made more caustic, and this is accomplished by the addition of caustic lime, by which the carbonic acid is removed in the form of carbonate of lime.
The soda solution, after having been sufficiently acted upon by cream of lime, and the resulting carbonate having subsided, is let into revolving boilers (which may be heated by steam or by the direct application of fire, the latter being preferred), which have been previously carefully packed full of the cut straw. A boiler 16 ft. long and 6 ft. in diameter will hold about 2,500 lbs. of the straw, if carefully packed. Two or three boilers are sometimes connected for the purpose of saving fuel by blowing out the steam from one to another. After digestion the material, which answers to half stuff, is washed, bleached, and reduced to pulp in engines in much the same way as with rags. This process is known as Mellier's; more recent ones by Dixon, Ladd, Cresson, Keene, and others, by which the boiling is performed under much greater pressure, thus shortening the time, have been introduced. The pulp is usually made into paper on a cylinder machine. 4. Esparto grass, a spontaneous growth of the gravelly and sandy soils of eastern Spain and northern Africa, where it has for centuries been made into matting and baskets, is treated in a similar manner to straw, but makes a superior paper, as its fibres are tougher.
It may be made into paper either on a cylinder or a Fourdrinier machine.
5. Wood
Paper was made from wood as early as from straw, but only on a small scale till the erection of the works of the American wood paper company. Charles Watt and Hugh Burgess patented the invention in England in 1853 and in the United States in 1854. One of the establishments of the company, at Manayunk, Pa., has .a capacity for making 15 tons of wood pulp a day. The works were built in 1865, at a cost of $500,000. The wood used is chiefly American poplar or whitewood. It is cut into slices about half an inch thick, across the grain, being fed to a rotary disk cutter armed with strong knives in the form of cord wood 5 ft. long. One of the cutters will daily reduce 40 cords of wood to chips. The chips are placed in upright cylindrical boilers about 5 ft. in diameter and 16 ft. high, with hemispherical ends, and provided inside with perforated diaphragms, each space holding a quantity of chips equal to a cord of wood. A solution of caustic soda having a strength of 12° Baume is then introduced, and fires are started underneath. The digestion is completed in about six hours, when the contents are suddenly emptied with violence, under a pressure of 65 lbs. to the square inch, into a sheet-iron cylinder at the side of the boiler.
It is now in the form or condition of half stuff, and is passed through a washing engine; and if it is immediately used upon the spot, it is also passed through a bleaching engine and mingled with rag pulp in the beating engine, in the proportion of from 60 to 80 per cent., when it is formed into paper in the same way as pure rag pulp. If the wood pulp is to be transported to a distance, it is only passed through the washing engine, and made temporarily into a thick kind of paper on a cylinder machine for the purpose of drying and giving it a convenient form for transportation. A method of mechanically making wood pulp was invented several years ago by Heinrich Voelter of Wiir-temberg, and there are in Germany more than 30 establishments using his machines. The defibrer or mill consists of a coarse cylindrical stone, revolving rapidly, against which billets of wood are held by springs. The action of water which flows through the mill assists in reducing the fibre so finely that the subsequent chemical treatment is simple. The mechanical is, however, inferior to the chemical method, as it breaks up the fibres into shorter particles, so that not half as much can be mixed with rag pulp.
The woods which furnish the best fibre, that is, the longest and the best adapted to felting, are pine and fir; but it is more difficult to separate the resin from them than from other woods; and as poplar and basswood, among the soft woods, make the whitest pulp, they are usually preferred.
6. Cane
The arun-dlnaria macrosperma, the kind of cane which grows in the Dismal swamp and along the rivers of North and South Carolina, and also along the Mississippi, is about 12 ft. high, nearly white, and composed of tough strong fibres. The supply of this material is immense, and the American fibre company have patented methods for converting it into paper pulp. The Norfolk fibre company, near Norfolk, Ya., and the Cape Fear fibre company, near Wilmington, N. C, are working under these patents. The Norfolk company's works are on the Dismal swamp canal and Norfolk and Weldon railroad, about 4 m. from Portsmouth. The cane is disintegrated by the Lyman process, patented in August, 1858. Strong cast-iron cylinders, 22 ft. long and 12 in. inside diameter, having strong heads at both open ends, are laid horizontally on heavy frames. Each cylinder has a dome on the top to give steam room. The cane, after having been stripped and cleaned, is introduced into both ends, and the covers fastened, when steam is admitted into the cylinders, or "guns" as they are called, until a pressure of 180 lbs. to the square inch is reached.
This pressure is maintained for about 12 minutes, when by pulling a trigger the covers are suddenly unfastened, and the steam rushes out with a tremendous explosion, carrying the disintegrated cane before it. A target placed about 30 ft. from the guns receives the charge, which is reduced to a mass of brown sugary-smelling fibre. The report is equal to that of a large cannon, and may be heard many miles. The concussion of the air is so great that it is impossible to stand in the gun room without support. A gun loaded with 100 lbs. of cane can be discharged every 15 minutes. Four guns of the size above described can turn out from 16 to 24 tons of stuff in 24 hours. Nearly the full weight of the dry cane is obtained in fibres having somewhat the appearance of oakum, and in this form will make a strong spongy paper, easily saturated with liquids, and suitable for roofing and wrapping paper, boards, etc. The material may also be bleached and treated after the manner of rags, and made into a strong white paper.
7. Manila And Jute
These fibres are products of eastern Asia, and are made into ropes and coarse bagging, which after being worn reach the paper maker. The raw material of course may also be used. The buts of the jute have recently been utilized. The process of manufacture for both materials is much the same. They ara boiled in rotary boilers, although for jute buts some prefer stationary boilers like those for waste paper, believing that the revolving motion injures the fibre. The material is usually treated with milk of lime, from 15 to 25 lbs. of lime, and sometimes 50 lbs., being used for every 100 lbs. of raw material. If boiled with caustic soda, like straw, the fibres may be obtained pure and bleached and made into white paper. For ordinary brown paper the pulp may bo washed and beaten ready for the machine in one engine. By partial bleaching a fine buff color may be imparted. Both Fourdrinier and cylinder machines are used in making manila and jute papers. The cylinder machine causes the fibres to be laid in one direction, so that the paper has much less strength in one than in the other direction. - Manufacture of Paper. For wrapping, writing, or printing paper, the pulp, prepared with or without size, is carried to a vat and mingled with sufficient water to make it thin enough for spreading.
Up to nearly the beginning of the present century paper was made by hand. In this process the workman uses, holding it in both hands, a shallow mahogany box somewhat larger than the sheet of paper, covered with parallel wires placed near together, and crossed by a few others. The wires thus arranged produced what is called "laid paper," but with a woven wire cloth the product is known as "wove paper." The "water mark" upon paper, used to designate the peculiar kinds, is produced by coarse wires of the required figures attached to the moulds, so as to cause the layer of fibre to be somewhat thinner on their lines. Various devices formerly made use of in this way gave names to the sorts of paper to which they were applied, and the papers have retained these names. Thus "cap" or "foolscap paper " was so called from the water mark representing a fool's cap and bells; "post paper," from the design of a postman's horn; what was called "pot paper" had the design of a pot or jug; and "hand paper" was distinguished by the figure of a hand. Water marks on bank notes, checks, and other commercial papers rendered forgeries more difficult.
With the mould in the workman's hands, a loose frame called a deckle, of the exact size of the mould, is held down upon its upper surface, serving as a margin to the wires, and determines the size of the sheet. A proper quantity of pulp being dipped up and shaken with a peculiar motion acquired by experience, the fibre is spread evenly over the wires, and the water in great part flows through. The vat-man then slips off and retains the deckle as he slides the mould along the edges of the vat to another workman called the coucher, and taking another mould to which he adjusts the deckle, he repeats the operation. The coucher meantime sets the mould on its edge to drain while he arranges on the table close by a sheet of felt cloth on which he lays the sheet of fibre by overturning the mould. This is returned to the vatman, who passes along another mould and sheet, and this is laid upon another felt with which the first sheet is covered. About 130 sheets are thus piled up alternately with as many felts, and the whole pile is then slipped under a press, by the action of which much water is squeezed out and the sheets acquire tenacity. These are then separated and piled up by themselves, and again pressed; and being again separated, or parted, they are piled and pressed a third time.
Thus the marks of the felts are removed, and the paper is in good condition for drying, which is effected by hanging the sheets on hair lines in lofts or rooms specially devoted to this purpose. In favorable weather the drying may be completed in 24 hours, after which the paper is sized by dipping it several times in a preparation of glue and alum. The sheets are again pressed to remove the superfluous size, and are returned to the drying rooms, where they are suspended upon the lines and dried much more gradually than before, several days' time being requisite for the size to become well incorporated with the paper. The finishing is effected by passing the sheets laid alternately with glazed paper boards with some hot metal plates interspersed through the piles. This gives the name of "hot pressed." It may instead be rolled with smooth copper plates between the sheets. By this method it was often three weeks before the paper was finally finished from the first treatment of the rags, and for every vat, from which about 150 lbs. of paper might be made in a day, there were employed eight men and about as many women. - Paper making by hand has been wholly abandoned in the United States, where even the finest bank-note paper is manufactured by machinery.
In this process the pulp is thinned with water sufficiently for spreading it on the web of the machine. There are several forms of machines in use, but the Fourdrinier is the most common. As improved by Bryan Donkin and others, its action is described as follows in Knight's " American Mechanical Dictionary:" "Pulp from the beating cylinder is admitted to the chest a through a strainer 5, consisting of a sheet of metal through which strips are cut; it is here constantly agitated by a stirrer c, and is caused to flow into a second and smaller chamber provided with a smaller stirrer, which delivers it (after passing over a channelled plate by which extraneous matters of greater specific gravity than the pulp are arrested) on to the endless wire web or apron d; to this a shaking movement is imparted, distributing the pulp fibre evenly over its surface. It is supported on a series of small rollers, and the width of the paper is governed by deckle straps e at each side, which are carried by rollers ff, their tension being regulated by the arrangement shown at g; h is a vacuum box from which the air is partially exhausted by a set of air pumps, and which withdraws in part the moisture from the paper as it passes over the box.
It is then carried between the cloth-covered rollers i i, by the lower one of which and the rollers jjj the wire apron returns to receive a fresh supply of pulp, the paper being transferred to the blanket felt Js, which conveys it to the press rolls 11; these are solid, and over the upper one is a thin edge bar, which removes adhering particles of fibre from the roll, and also serves to arrest the progress of the paper should it stick to the roll, thus preventing injury to the blanket. The rolls are adjusted in their bearings by the screw m, so as to exert greater or less pressure. The blanket then conveys the sheet to a position where it may be received by the second press rolls n n, which further compress and expel the moisture from it, and the blanket returns by way of the rollers o o o to the point whence it set out. After passing the press rolls the paper is received on a second endless blanket, which carries it to the first of a series of steam-heated cylinders, 1, 2, 3, 4, 5, between which it is partially dried and conveyed between other pressure rollers, s, and thence to a second set of drying cylinders, 6, 7, 8, whence, after being subjected successively to the pressing and stretching action of the rolls pp, it is delivered on to the cylinder or reel r.
Registering mechanism indicates when a certain quantity has been delivered on to the reel, which is then removed and a fresh one substituted. The number of drying cylinders in a machine of this class may be indefinitely increased. In some cases more than 100 are employed, the object being to allow the sizing material to become thoroughly incorporated, and to form a product resembling hand-laid paper in quality." - Several improvements have been made by which the Fourdrinier machine has been brought almost to perfection, and is one of the most admirable pieces of mechanism in the arts. But it is very expensive, for which reason others have been constructed for making the cheaper kinds of paper from coarse material, such as straw and cane. Of such is the cylinder machine of Dickenson, invented in England in 1809, improved from time to time, and attaining its present form in 1847. A cylinder covered with wire cloth revolves in the chest which receives the pulp from the beating engine, and performs the office of the wire web in the Fourdrinier machine. Scanlan's machine unites the principles of the cylinder and Fourdrinier machines, and makes a double-web paper, the opposite sides of which may be of different colors. Harris's is a two-cylinder machine, which makes a two-web paper.
Mr. James Harper of New Haven, Conn., has also patented a combination of the cylinder and Fourdrinier, for which he claims several advantages over other machines. Some of the latest English machines include a drying apparatus consisting of numerous large cylinders of wire net, each having a revolving fan in the inside. The wet web of paper passes around all the cylinders in turn, deprived of some of its moisture by each fan, so that when it leaves the last cylinder it is thoroughly dry. It is said that the paper is harder and stronger dried in this way than by steam-heated cylinders. - Not many years ago paper received its finished surface by being placed between copper plates and then passed several times between powerful iron rollers or calenders. But this method has been superseded by what are known as sheet super-calenders, in which the paper is passed between rollers, one of which is made of iron and the other of compressed paper surrounding an iron shaft. The paper used in the preparation of the cylinders is of the strongest kind, usually manila, and when placed on the shaft is subjected to immense hydraulic pressure. - The varieties of paper are numerous.
They may be classed in general as writing (including drawing), printing, and wrapping; and besides these are the filtering and blotting papers, which differ from the other kinds in an admixture of woollen rags, by which the product is rendered absorbent. Cartridge paper is a thick variety of white paper used for making cartridges. Bank-note paper is a very strong, flexible, and thin paper, made of the best linen rags; and tissue paper is a thin transparent paper used for tracing drawings, manifold writing, and many other purposes. The distinctions of the varieties of writing paper are based on the paper being wove or laid, and on the shades of color and degree of finish. The cream laid and cream wove are of a slightly yellowish white, and are now regarded as the choicest varieties. Papers of a bluish tint are prepared by mixing ultramarine with the pulp. A very small amount of ultramarine counteracts the natural yellow color, and produces the nearest approach to white. The light buff color is produced by oxide of iron of a low degree of oxidation, and paper of this shade has been recommended as more grateful to the eye than the glaring surface of the white varieties. The trade names of the different sorts of paper designate the different sizes furnished from the mills.
The smaller sheets of letter and note paper are prepared from the commercial sheets by the stationers. The smallest sheets furnished by the mills, termed pot paper, measure 12 1/2 by 15 inches; foolscap, the next size, 13 1/2 by 17; post, 15 1/4 by 18 2/3; copy, 16 by 20; large post, 16 1/2 by 20 3/4; medium post, 18 by 23; sheet and a third foolscap, 13 1/4 by 23; sheet and a half foolscap, 13 1/4 by 24 1/2; double foolscap, 17 by 27; double pot, 25 by 30; double post, 19 by 30 1/2; double crown, 20 by 30; double medium, 24 by 38; demy, 15 1/2 by 20; ditto printing, 17 3/4 by 22 1/2; medium, 17 1/2 by 22; ditto printing, 18 1/2 by 23; royal, 19 by 24; ditto printing, 20 by 25; superroyal, 19 by 27; ditto printing, 21 by 27; imperial, 22 by 30; elephant, 23 by 28; atlas, 26 by 34; columbier, 23 1/2 by 34 1/2; double elephant, 26| by 40; antiquarian, 31 by 53. - Uses. Besides the manufacture of ordinary paper, the pulp, prepared from whatever materials, maybe devoted to an infinite variety of uses, such as paper hangings, pasteboard, boards of different kinds, boxes, papier mache, sheathing for vessels, boats, furniture, car wheels, tubs, water buckets, and other household utensils.
Both the Chinese and Japanese make furniture, clothing, hats, shoes, umbrellas, handkerchiefs, napkins, twine, and many other useful articles from this material. The Japanese make a paper cloth, known as shifu, which is said to bear washing. Boxes, trays, and even saucepans are made of it, and it is also made into bags for holding wine. The oil paper for water-proof clothing is prepared from a kind called seulca. The pieces are joined together by a cement made of young fern shoots, ground and boiled into a paste and thinned with the juice of unripe persimmons. The paper is softened by rubbing in the hands, and is coated with an oil from a seed called ye-no-dbura. In England paper used for water pipes and tanks has been found to preserve water from freezing longer than lead will do. In 1868 Col. Muratori of the French army began experiments with a paper cuirass, light to wear, but tough enough to resist bullets. In the London international exhibition of 1872 there was shown a model house made of paper, with water flowing over it.
In the United States the consumption of paper for collars and cuffs is enormous. - History. Papyrus, chiefly of Egyptian manufacture, continued in use in European countries for some centuries after the Christian era, and was finally displaced by the charta bombycina, or paper made of cotton, the Greek word ![]() being in ancient times used either for silk or cotton. According to Gibbon, who cites the authority of the librarian Casiri, in the Biblio-theca Arabico-IIispana, the art of manufacturing paper from vegetable fibre was derived from Samarcand, where it was introduced from China in the year 651, and thence spread over Europe, having been introduced at Mecca in 707. About the same time the Saracens are said to have learned to make paper from cotton, and they brought it to Spain in 711. The bulls of the popes in the 8th and 9th centuries were written upon cotton paper. The oldest manuscript written on it in England is in the Bodleian collection of the British museum, having the date 1049. The most ancient manuscript on cotton paper in the library of Paris is dated 1050. In 1085 the Christian successors of the Spanish Saracens made paper of rags instead of raw cotton. Linen rags appear to have been used at a somewhat later period, probably first in Spain. The oldest specimen of linen paper having a date is said to be a treaty of peace between the kings of Aragon and Castile of 1177. As stated in the " Chronology of Paper and Paper Making," by J. Munsell (Albany, 1857), paper mills were in operation at Toledo in Spain in 1085, making paper from rags with the use of moulds for forming the sheets; and in 1151 the best paper was made at Jativa from raw cotton and rags, which were reduced to pulp by stamping them in mills instead of grinding after the Moorish method.
being in ancient times used either for silk or cotton. According to Gibbon, who cites the authority of the librarian Casiri, in the Biblio-theca Arabico-IIispana, the art of manufacturing paper from vegetable fibre was derived from Samarcand, where it was introduced from China in the year 651, and thence spread over Europe, having been introduced at Mecca in 707. About the same time the Saracens are said to have learned to make paper from cotton, and they brought it to Spain in 711. The bulls of the popes in the 8th and 9th centuries were written upon cotton paper. The oldest manuscript written on it in England is in the Bodleian collection of the British museum, having the date 1049. The most ancient manuscript on cotton paper in the library of Paris is dated 1050. In 1085 the Christian successors of the Spanish Saracens made paper of rags instead of raw cotton. Linen rags appear to have been used at a somewhat later period, probably first in Spain. The oldest specimen of linen paper having a date is said to be a treaty of peace between the kings of Aragon and Castile of 1177. As stated in the " Chronology of Paper and Paper Making," by J. Munsell (Albany, 1857), paper mills were in operation at Toledo in Spain in 1085, making paper from rags with the use of moulds for forming the sheets; and in 1151 the best paper was made at Jativa from raw cotton and rags, which were reduced to pulp by stamping them in mills instead of grinding after the Moorish method.
In France the manufacture dates as far back as 1314, and about the same time in Germany; and in Italy it was conducted in 1367. Linen paper seems to have been common in Germany in 1324 and afterward. Though paper had long been known in England, parchment or vellum was in the time of Edward II. the writing material commonly employed. In 1390 Ulmann Strother established a paper mill at Nuremberg, in which the fibre was reduced to pulp by the operation of 18 stampers. In 1498 this entry appears among the privy expenses of Henry VII.: "For a rewarde yeven at the paper mylne, 16s. 8<#." This mill was probably that spoken of in Wynkin de Worde's De Proprietatibus Rerum as belonging to John Tate. Tate's mill was at Harford, and he used a water mark, which was an eight-pointed star within a double circle. John Tate died in 1514. The first mill of which there is any particular account is one built at Dartford in Kent, by a German named John Spilman or Spielman, jeweller to Queen Elizabeth. This is celebrated in a poem on paper of the date of 1588. The business made but slow progress, and during the 17th century the supplies were chiefly from France, which country, with Holland and Genoa, maintained a decided superiority in this production.
As late as 1663 England imported from Holland £100,000 worth of paper. In England great improvements were introduced by the French refugees of 1685; and from this time the business advanced in importance. In 1690 particular attention began to be directed to the production of white paper, almost all that was previously made being brown. The celebrated manufacturer James Whatman had his mill in operation at Maidstone in 1770; and from that time to the present its product has been famous for its superior quality. About the same period important improvements were made in the manufacture in Holland and Germany. Cylinders armed with steel blades for reducing the pulp were substituted by the Dutch, about the year 1750, for the stampers which were before in use. They were run with far greater ease by their windmills, and proved much more effectual. The Germans attempted the use of straw in 1756; and in France in 1776 a book was printed upon paper of good white appearance made from the bark of the linden (basswood). As early as 1719 Reaumur had printed an essay suggesting wood as a material, his hint being derived from observing that the fabric of wasps' nests was from that material.
The greatest advances in the manufacture were now made by the French. In 1799 Louis Robert, an employee of Francois Didot of Essonnes, France, introduced an invention, which was patented the same year, by which paper 12 ft. wide and of an indefinite length could be made. In 1801 the machine was again patented by Mr. Gamble, a brother-in-law of M. Didot, and was exhibited in England, where the stationery firm of Messrs. Four-drinier made arrangements for its purchase, at the same time expending £60,000 for improvements. The first machine was put into operation by Mr. Donkin, who devised the improvements in 1803, and in 1804 the patents of Didot and Gamble were transferred to the Messrs. Fourdrinier. The expense incurred by this public-spirited firm was never returned in earnings of the machine. A bill for assistance was introduced into parliament, but was not passed, and the Messrs. Fourdrinier were obliged at last to go into bankruptcy. In 1800 good white paper to the amount of 700 reams a week was made for the first time from old waste and written and printed paper, such as had always before been thrown away.
This was done in England by Matthias Koops. He also made better paper from straw, wood, and other vegetable matters, without the addition of any other known paper stuff, than had ever before been produced. He obtained a patent for the use of straw, hay, thistles, waste and refuse of hemp and flax, etc. Notwithstanding the largely increased use of other materials, in Great Britain, as elsewhere, rags are the chief material, the import in 1871 amounting to 26,757 tons, valued at £442,030, which was the largest importation ever known in that country. - William Rittinghuysen (now spelled Rittenhouse), a native of Holland, was among the early settlers of Germantown, Pa. In 1690, in company with William Bradford the printer, he established the first paper mill in America at Rox-borough near Philadelphia, on a stream called Paper Mill run, a branch of the Wissahickon, about 2 m. above its junction with the Schuylkill. This mill supplied Bradford with paper while he lived in Philadelphia and after he settled in New York. The paper was made of linen rags.
The second paper mill in America was erected in that part of Germantown called Crefield, on a small stream that empties into the Wissahickon near the manor of Springfield, by William De Wers, a brother-in-law of Nicholas Rittenhouse, son of the first paper maker, in 1710. A paper mill was erected in 1714 upon Chester creek in Delaware. It was afterward owned by a Mr. Wilcox, who furnished Franklin with paper from it. In the colony of Massachusetts Bay, as appears from the statement of Salmon in his " Modern History" (vol. iii., p. 494), a paper mill was set up about the year 1717, and in 1720 was making paper to the value of about £200 per annum. But other authorities give the year 1730 as the date of the first paper mill in Massachusetts, which was built at Milton under the encouragement of the bounty offered by the legislature in 1728. There was in 1728 a paper mill at Elizabeth-town, 1ST. J., owned by William Bradford. In 1768 a mill was completed at Norwich, Conn., by Christopher Leffingwell, under official encouragement. Another was in operation in 1776 at East Hartford, belonging to Watson and Ledyard, which supplied about 8,000 sheets weekly for the press at Hartford, and most of the writing paper used in the state and the continental army.
There were at this time three small mills in Massachusetts and one in Rhode Island, and not long after one at Bennington, Vt. The manufacture had made more rapid progress in Pennsylvania, New Jersey, and Delaware, where in 1770 the total number of paper mills was about 40, and the annual product of paper was worth about £100,000. In New England and New York the supply was far short of the demand, and it was with the greatest difficulty that rags were procured for the mills. The first paper mill in northern New York was built in 1793 at Troy by Websters, Ensign, and Seymour, in which from five to ten reams were made daily. The next year one was constructed at Fairhaven, Vt., by Col. Lyon, and the bark of the basswood was employed in it for making wrapping paper. In 1810 the number of mills in the United States was estimated at 185, of which 7 were in New Hampshire, 38 in Massachusetts, 4 in Rhode Island, 17 in Connecticut, 9 in Vermont, 28 in New York, 60 in Pennsylvania, 4 in Delaware, 3 in Maryland, 4 in Virginia, 1 in South Carolina, 6 in Kentucky, and 4 in Tennessee. They produced annually 50,000 reams of news paper, worth about $3 a ream; 70,000 reams of book paper, worth $3 50 a ream; 111,000 reams of writing paper, worth $3 a ream; and 100,000 reams of wrapping paper, worth 83 cents a ream.
In 1828 the consumption of paper by the newspapers throughout the United States was estimated at 104,400 reams, costing $50*0,-000; and the total value of all paper made was nearly $7,000,000, and of the rags and other materials used about $2,000,000. The Fourdrinier machine, imported from England, was in use in a number of mills, Massachusetts in 1829 having six of them, or one for every ten mills. These, and improved methods of cleansing and bleaching, principally by the use of chlorine, gave a great impulse to the business. The importation of rags continued to increase, their value in 1839 and 1840 exceeding $560,000 a year. The imports of paper in each of the,same years amounted to about $150,000 and the exports to $85,000. In 1850 the value of rags imported was $748,707, and of paper $496,563. Three fourths of the rags were from Italian and Austrian ports, and their cost was $3 61 for 100 lbs. The capital invested in the manufacture was about $18,000,000, the annual product of paper about $17,000,000, and the number of mills about 700, all but two of which had Fourdrinier machines. The town of Lee in Berkshire co., Mass., became celebrated for its paper mills, having 25 mills in 1851, which produced about 25,000 lbs. of paper daily and $2,000,000 worth per annum.
The consumption of paper in 1852 equalled that of England and France together. In 1870 there were in the United States, exclusive of paper-hanging manufactories, 669 establishments, mainly manufacturing printing, writing, and wrapping paper, with a capital of $34,365,014, and products valued at $48,676,935. Of these, 174 in New York produced $10,301,563; 65 in Massachusetts, $6,661,886; 75 in Pennsylvania, $5,176,646; 43 in Ohio, $3,799,505; and 60 in Connecticut, $2,715,630.
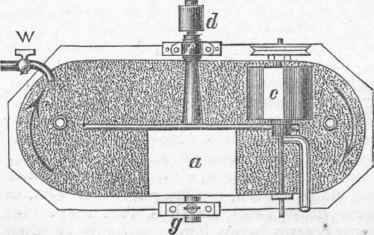
Fig. 1. - Horizontal Section of Engine.
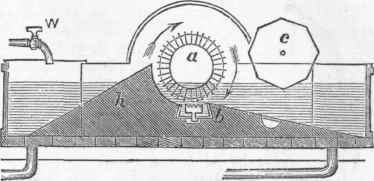
Fig. 2. - Vertical Section of Engine.

Fig. 3. - Fourdrinier Machine.
Continue to:
My Books

