Thrust Blocks.. Michell Thrust Block
Description
This section is from the book "Workshop Receipts For Manufacturers And Scientific Amateurs. Supplement Aluminium To Wireless", by The Chemical Publishing Co.. Also available from Amazon: Workshop Receipts For Manufacturers And Scientific Amateurs.
Thrust Blocks.. Michell Thrust Block
Fig. 203 shows the section of Type B self-contained Thrust Block.
Instructions For Fitting In Shop
Casing
The casing of the thrust block should be thoroughly cleaned so as to prevent particles of sand or dirt getting into the oil.
Collar
The collar must be true with shaft and finished smooth on its working faces, preferably by grinding or hand scraping to a surface plate.
Journat Bearings
The journal brasses "C " are to be bedded to shaft in position, and the running clearance gauged. Make the clearance between the end of thrust block and the shaft at "E " equal on both sides. Clearance must also be allowed between casing at the ends and the lower side of the shaft at "F."
Pads
The pads "D "must be gauged to exact thickness and should be marked or typed to place. They are also to be quite free circumferentially between the stops.
Liners
With the shaft in position, assemble one thrust shoo "B " and pads " D " with temporary packings at "A " of equal known thickness between the thrust shoe and casing. Force the thrust shaft endways by means of jacks placed between back of coupling and thrust block casing until collar is hard on the thrust pads, taking care that the shaft is truly central in the journal bearings " C " and see that both the temporary packings are taking equal load. By means of feelers try if the casing is parallel with the collar and note the difference.
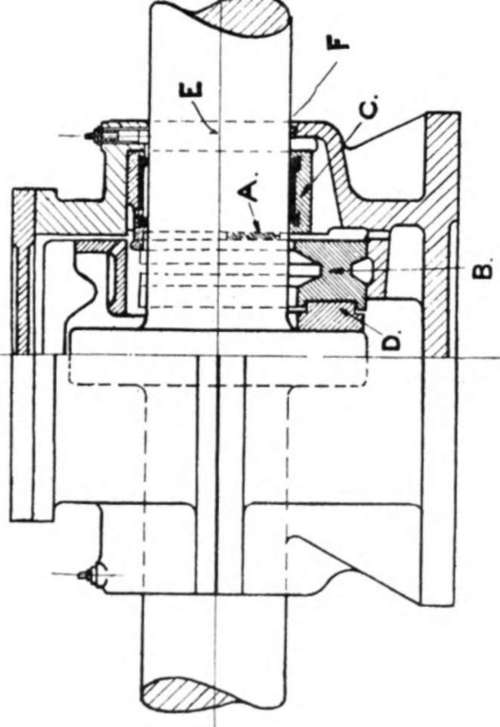
Fig. 203.
Repeat the process for the other thrust shoe.
Make the permanent liners " A " from the measurements so taken, after allowing for the oil clearance stated hereafter, and so as to bring the collar into its central position in the block.
After fitting the permanent liners to the thrust shoes it is advisable lo repeat above operations to ensure that the correct oil clearance is given and also that the load comes equally on both liners for forward and after ends respectively when shaft is truly central with bearings.
Instructions For Fitting In Ship
The following method will ensure that the thrust block is bolted down in ship with the thrust pads parallel to thrust collar :-
Force the thrust shaft forward by means of jacks placed between back of forward coupling and thrust block casing until it is hard on the forward thrust pads 14 D " and liners 41 A," taking care that the shaft is truly central with the journal bearings by gauging at sides between casing and shaft at " F."
With the shaft securely held in this way, proceed in the usual manner to line up to engine and propeller shafting.
See that the shipbuilder has made the thrust block seating stiff enough to prevent any movement of the thrust block when bolted down.
Care And Maintenance
Before
Starting Up
In no case must the bearing be run unless the oil is within iin of the underside of the shaft. Where glands are fitted they should be only lightly filled with square felt packing when the nuts are screwed hard up, otherwise scoring of the shaft may take place.
Running
Care must be taken to ensure that continuous leakage of oil does not occur, and such wastage must be made up.
Overhauling And Cleaning
Drain out all oil. Remove side hand-hole doors, extract all sludge and dirt from casing, and wash out with paraffin oil. Refill with perfectly clean oil.
Marine Thrust Block Running Clearances
Type "B"-
Shaft diameter. | Bore of bearing in excess of | Minimum fore and aft total running clear- |
| ; | shaft diameter. | ance of thrust collar. |
Up to 6" | .020" | .025" |
6"-10" | .025" | .03" |
10"-18" | .030" | .035" |
18"-21" | .0.35" | .04" |
21 " -24" | .015" | .05" |
Continue to:
My Books

